Полярность сварочных электродов - некоторые нюансы электрической дуговой сварки. Полярность сварочных электродов Сварка на обратной полярности
В зависимости от ряда факторов, сварочная дуга, подаваемая при сварке постоянным током, может иметь прямую или обратную полярность. В первом случае к обрабатываемым элементам подводится заряд «плюс», а к электроду - «минус». Обратная полярность при сварке отличается подачей к электроду «плюса» и «минуса» к детали. Подробнее о специфике методов - далее.
При прямой направленности кабель для сварки соединяет свариваемый элемент с положительной клеммой аппарата. Таким образом положительный заряд доходит от инвертора к заготовке; отрицательный же подается посредством электрододержателя.
Данный тип подключения вызывает увеличение температуры на аноде (полюсе «+»), если сравнивать с катодом («-»). Это обуславливает сферу использования прямой полярности при сварке. Она применима для резки металлических конструкций, заготовок с толстыми стенками, а также в случаях, когда необходимо выделение большого количества тепла или создание высокой температуры процесса.
Обратная полярность при сварке инвертором - это подача отрицательного заряда на обрабатываемый металл, а положительного - на электрод. Ситуация с выделением тепла противоположная - на расходном элементе наблюдается избыточный нагрев, а у свариваемой заготовки - недостаточный. Поэтому обратную полярность при сварке используют, если необходимо минимизировать порчу заготовки при работе, а также для деликатных работ. Она используется для неразъемных соединений таких материалов, как:
- нержавеющая сталь;
- тонколистовой металл;
- высокоуглеродистая, либо легированная сталь;
- сплавы, восприимчивые к перегреву.
Наиболее известные виды сварки, где используется подача тока обратной направленности - флюсовая электродуговая и в среде защитных газов.
Закономерности выбора
Почему для одних работ выбирается обратная, а для других - прямая полярность при сварке? Ответим на сей вопрос, рассмотрев термические особенности процесса с использованием обратной направленности.
Габариты и форма получаемого шва также зависят от расположения полюсов. Например, более глубокая проплавка возможна при постоянном токе обратной направленности, что обусловлено увеличенным теплообразованием на аноде и катоде.
Немаловажно помнить - чем быстрее осуществляется сварочный процесс, тем ширина шва и глубина провара становятся меньше.
Какое оборудование использовать
Обратное направление востребовано в работе особыми установками. Специфика в том, что машина подает проволоку с некоторой скоростью на заготовку, поэтому возможен выбор нескольких типов сварки.
Например, в среде защитных газов (когда используется аргон или углекислый газ), либо с использованием проволоки, обработанной порошком. Обратная направленность тока применима при работе с газами, прямая - когда процесс выполняется порошковой проволокой (также известной как флюсовой).

Полуавтоматическая сварка предполагает ряд изменений процесса. Во-первых, подключение «держака» и «массы» меняется - на первом «плюс», на второй «минус» (обратная). Делается это для того, чтобы флюс выгорел полностью, а сварочный процесс произошел внутри образовавшегося газообразного облака. Металл будет меньше прогреваться, а разбрызгивание капель сведется к минимуму.
Прямая используется для сварки цветных металлов, когда рабочим расходным элементом выступает вольфрамовый электрод. Таким образом достигается увеличение температуры в зоне нагрева, что может быть критично для, например, алюминия.
В работе с переменным током задача пользователя - своевременно менять расходные элементы. Профессионалы же или продвинутые любители предпочитают постоянный ток как надежный залог качественной сварки. Работа с инвертором позволяет выбирать один из двух известных вариантов действий. Прямая и обратная полярность при сварке выступают способами, каждый из которых имеет свои преимущества и недостатки. Выбор направления диктуется рядом факторов, главные из которых - материал расходников и используемое оборудование.
Если вы знаете другие специфические особенности выбора параметров сварки, поделитесь информацией в комментариях к статье.
Механизированная дуговая сварка плавящимся электродом в среде защитного газа - это разновидность электрической дуговой сварки, при которой электродная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет электродной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом, подаваемым в зону сварки.
Главными компонентами этого процесса сварки являются:
Источник питания, который обеспечивает дугу электрической энергией;
- подающий механизм, который подает в дугу с постоянной скоростью электродную проволоку, которая плавится теплом дуги;
- защитный газ.
Дуга горит между изделием и плавящейся электродной проволокой, которая непрерывно поступает в дугу и которая служит присадочным металлом. Дуга расплавляет кромки деталей и проволоку, металл которой переходит на изделие в образующуюся сварочную ванну, где металл электродной проволоки перемешивается с металлом изделия (то есть основным металлом). По мере перемещения дуги расплавленный (жидкий) металл сварочной ванны затвердевает (то есть кристаллизируется), образуя сварной шов, соединяющий кромки деталей. Сварка выполняется постоянным током обратной полярности, когда плюсовая клемма источника питания подключается к горелке, а минусовая – к изделию. Иногда применяется и прямая полярность тока сварки.
В качестве источника питания используются сварочные выпрямители, которые должны иметь жесткую или пологопадающую внешнюю вольт-амперную характеристику. Такая характеристика обеспечивает автоматическое восстановление заданной длины дуги при ее нарушениях, например, из-за колебаний руки сварщика (это, так называемое саморегулирование длины дуги). Более подробно источники питания для сварки МИГ/МАГ изложены в статье .
В качестве плавящегося электрода может применяться электродная проволока сплошного сечения и трубчатого сечения. Проволока трубчатого сечения заполнена внутри порошком из легирующих, шлако- и газообразующих веществ. Такая проволока называется порошковой, а процесс сварки, при котором она используется, - сварка порошковой проволокой.
Имеется довольно широкий выбор сварочных электродных проволок для сварки в защитных газах, отличающихся по химическому составу и диаметру. Выбор химического состава электродной проволоки зависит от материала изделия и, в некоторой степени, от типа применяемого защитного газа. Химический состав электродной проволоки должен быть близким к химическому составу основного металла. Диаметр электродной проволоки зависит от толщины основного металла, типа сварного соединения и положения сварки.
Основное назначение защитного газа – предотвращение прямого контакта окружающего воздуха с металлом сварочной ванны, вылетом электрода и дугой. Защитный газ влияет на стабильность горения дуги, форму сварного шва, глубину проплавления и прочностные характеристики металла шва. Более подробная информация о защитных газах, а также о сварочных проволоках приведена в статье .
Разновидности процесса сварки МИГ/МАГ
В Европе сварка плавящимся электродом в защитных газах носит краткое название MIG/MAG (МИГ/МАГ). MIG (МИГ) означает "Металл Инертный Газ". При этой разновидности процесса используется инертный (неактивный) газ, т.е. такой который не реагирует химически с металлом сварочной ванны, например аргон или гелий. Как правило, при сварке в чистом инертном газе, несмотря на хорошую защиту сварочной зоны от воздействия окружающего воздуха, формирование сварного шва ухудшается, а дуга становится нестабильной. Этих недостатков можно избежать если применять смеси инертных газов с небольшими добавками (до 1 - 2%) таких активных газов, как кислород или углекислый газ (СО 2).
MAG (МАГ) означает "Металл Активный Газ". К этой разновидности сварки в защитных газах относится сварка в смесях инертных газов с кислородом или углекислым газом, содержание которых составляет 5 – 30%. При таком содержании кислорода или углекислого газа смесь становится активной, т.е. она влияет на протекание физико-химических процессов в дуге и сварочной ванне. Сварку малоуглеродистых сталей можно производить в среде чистого углекислого газа (СО 2). В некоторых случаях использование чистого углекислого газа обеспечивает лучшую форму проплавления и снижает склонность к порообразованию.
Так как при данном способе сварки электродная проволока подается автоматически, а сварочная горелка перемещается вдоль шва вручную, этот способ сварки называется механизированным, а сварочная установка – механизированным аппаратом (сварочным полуавтоматом). Однако сварку в защитных газах можно выполнять также и в автоматическом режиме, когда используются передвижные тележки или передвижные сварочные головки.
Области применения
Процессы сварки МИГ или МАГ подходят для сварки всех обычных металлов, таких как нелегированные и низколегированные стали, нержавеющие стали, алюминий и некоторые другие цветные металлы. Более того, этот процесс сварки может быть использован во всех пространственных положениях. Благодаря своим многочисленным преимуществам сварка МИГ/МАГ находит широкое применение во многих областях промышленности.
Сварочный механизированный аппарат для сварки МИГ/МАГ
В его состав входят:
Источник питания сварочной дуги;
- механизм подачи электродной проволоки;
- сварочная горелка;
- пульт управления аппаратом (объединенный с источником питания и иногда с механизм подачи электродной проволоки).

Типичный внешний вид сварочного механизированного аппарата для сварки МИГ/МАГ
Источник питания предназначен для обеспечения сварочной дуги электрической энергией, обеспечивающей ее функционирование как источника тепла. В зависимости от особенностей конкретного сварочного процесса источник питания должен обладать определенными характеристиками (требуемой формой внешней вольт-амперной характеристики - ВВАХ, индуктивностью, определенной величиной напряжения холостого хода и тока короткого замыкания, требуемыми диапазонами тока сварки и напряжения дуги, и др.). Для сварки МИГ/МАГ используются источники питания постоянного тока (выпрямители или генераторы) с жесткой (пологопадающей) ВВАХ. Диапазон токов сварки, которые обеспечивают источники питания аппаратов для механизированной сварки, составляет 50 - 500 А. Но, как правило, используются режимы в диапазоне 100 – 300 А. Более подробно об источниках питания для дуговой сварки изложено в Источники питания для дуговой сварки
Механизм подачи электродной проволоки предназначен для подачи в дугу плавящейся электродной проволоки с заданной скоростью. Основные узлы механизма подачи электродной проволоки показаны на рисунке ниже.

Через разъем подключения сварочной горелки и механизма подачи обеспечивается подвод в зону сварки электродной проволоки и защитного газа, а также производится подключение кнопки "Пуск – Стоп" на горелке к схеме управления механизма подачи. Разъем, показанный на рисунке ниже, является стандартным евро-разъемом. На практике могут встретиться и другие типы разъемов.

Обязательным элементом пульта управления механизма подачи является регулятор скорости подачи электродной проволоки. Иногда, для удобства регулирования параметров режима сварки, особенно в случае использования переносных механизмов подачи, на этом пульте может размещаться и регулятор напряжения дуги, как в случае представленном на рисунке.

Для механизированной сварки плавящимся электродом в защитных газах (МИГ/МАГ) используются два типа механизмов подачи:
С 2-х роликовым приводом;
- с 4-х роликовым приводом.
На рисунках ниже слева показан один из 2-х роликовых приводов механизма подачи (верхний ролик – прижимной). Приводы этого типа используются для протяжки только стальной проволоки сплошного сечения. На этом же рисунке справа показан пример механизма подачи с 4-х роликовым приводом, который рекомендуется для протяжки порошковых проволок и проволок из мягких материалов (алюминия, магния, меди), так как он обеспечивает стабильную протяжку проволоки при меньших усилиях прижатия прижимных роликов, что предотвращает смятие проволоки.


В современных приводах механизма подачи, как правило, используются ролики специальной конструкции – с приводной шестерней. Таким образом, после прижатия прижимного ролика к ведущему ролику и ввода их шестерен в зацепление, передача тянущего усилия от привода подачи к электродной проволоке осуществляется через оба ролика.

Профиль роликов механизма подачи (т.е. форма поверхности или канавки) зависит от материала и конструкции сварочной проволоки. Для стальной проволоки сплошного сечения используются прижимные ролики с плоской поверхностью или с насечкой, а также с V-образной канавкой, а ведущие ролики - с V-образной канавкой и иногда с насечкой.

Для проволок из мягких материалов (алюминия, магния, меди) используются ролики с U-образной иди V-образной гладкой канавкой. Ролики с насечкой использовать не допускается, так как они вызывают образование мелкой стружки, которая забивает направляющий канал в горелке.

Для порошковой проволоки используются ролики с V-образной гладкой канавкой (в 4-х роликовых приводах механизма подачи) или с V-образной канавкой с насечкой.
Ролики различаются глубиной канавки в зависимости от диаметра проволоки. Номинальный диаметр электродной проволоки для данного ролика указывается на его боковой поверхности.

Механизмы подачи изготавливают нескольких типов:
- в едином корпусе с источником питания (для компактности)

- размещаемыми на источнике питания (для аппаратов повышенной мощности)

- переносными (для расширения зоны обслуживания сварки)

Механизм подачи электродной проволоки может быть также вмонтирован в горелку. При этом электродная проволока проталкивается стандартным механизмом подачи по шлангу и одновременно вытягивается из него механизмом горелки. Такая система ("тяни-толкай") позволяет использовать горелки со значительно более длинными шлангами.

В некоторых механизмах подачи бобина для электродной проволоки размещается снаружи. Это облегчает процедуру ее замены. Это важно для случаев, когда из-за интенсивного режима работы, проволока в бобине быстро заканчивается.

Предусмотренное в механизмах подачи устройство торможения бобины предотвращает ее самопроизвольное разматывание.
Пульт управления аппаратом предназначен для регулирования скорости подачи электродной проволоки и напряжения холостого хода (напряжения дуги), программирования цикла сварки (времени предварительной продувки газа, времени продувки газа после выключения тока сварки, параметров "мягкого старта" и т.п.), установки параметров импульсного режима сварки, настройки синергетического управления процессом сварки и для других функций.
Пульт управления сварочным механизированным аппаратом с отдельным механизмом подачи электродной проволоки может быть разделенным; часть органов управления размещаются на лицевой панели источника питания (это, в первую очередь, кнопка включения питания, регулятор напряжения дуги и др.), а часть на лицевой панели механизма подачи (например, регулятор скорости подачи электродной проволоки).
Некоторые органы управления (в первую очередь, напряжением дуги и скоростью подачи электродной проволоки), а также индикаторы параметров режима сварки могут размещаться на рукоятке сварочной горелки.

На фото ниже показаны некоторые типы пультов дистанционного управления (от простого к сложному) .

– предназначена для направления в зону дуги электродной проволоки, подвода к ней сварочного тока, подачи защитного газа и управления процессом сварки.
Обычно сварочные горелки для сварки МИГ/МАГ имеют естественное воздушное охлаждение. Однако, для сварки на повышенных режимах используются также горелки с принудительным водяным охлаждением силового кабеля в шланге горелки и головной части сварочной горелки вплоть до газового сопла.


На одном конце шланга горелки установлен разъем для подключения к механизму подачи. Через разъем подключения сварочной горелки и механизма подачи обеспечивается подвод в зону сварки электродной проволоки и защитного газа, подвод тока сварки к дуге, а также производится подключение кнопки "Пуск – Стоп" на горелке к схеме управления механизма подачи. В самом шланге имеется спираль, по которой подается сварочная проволока, сварочный (силовой) кабель, газовый шланг и кабель управления.
Другой конец шланга подключается к рукоятке сварочной горелки, в головной части которой имеется:
Диффузор с отверстиями для защитного газа;
- токоподводящий наконечник;
- газовое сопло.

Токоподводящие наконечники предназначены для подвода тока сварки к электродной проволоки. Они бывают самой разной конструкции и изготавливаются из сплавов на основе меди. Наконечники необходимо подбирать в соответствии с диметром используемой электродной проволоки.

В зависимости от конструкции сварочной горелки газовые сопла также имеют различную форму и размеры.

На рукоятке сварочной горелки находится кнопка "Пуск – Стоп". На некоторых современных типах сварочных горелок там же могут размещаться и некоторые органы управления (в первую очередь, напряжением дуги и скоростью подачи электродной проволоки), а также индикаторы параметров режима сварки.
Расходомеры газа
В сварочных установках используют расходомеры газа поплавкового и дроссельного типа. Расходомеры поплавкового типа или ротаметры состоят из стеклянной трубки с внутренним коническим каналом. Трубка расположена вертикально широким концом кверху. Внутри трубки помещен поплавок, который свободно в ней перемещается. Газ подводят к нижнему концу трубки и отводят от верхнего. При прохождении по трубке газ поднимает поплавок до тех пор, пока зазор между поплавком и стенкой трубки не достигнет такой величины, при которой напор струи газа уравновесит вес поплавка. Чем больше расход газа, тем выше поднимается поплавок.


Каждый расходомер снабжен индивидуальным градировочным графиком, на котором отражена зависимость между делениями шкалы на трубке и расходом воздуха. Переделы расходов, измеряемых ротаметром изменяют путем изменения веса поплавка, изготовляя его из эбонита, дюралюминия, коррозионно-стойкой стали или других материалов.
Расходомер дроссельного типа устроен на принципе изменения перепада давления в камере до и после дросселирующей диафрагмы с отверстием малого размера. При прохождении газа через малое отверстие до и после диафрагмы устанавливается различное давление в зависимости от расхода газа. По этому перепаду давления судят о расходе. На каждый расходомер и газ строят индивидуальный график. Пределы измерения расходов изменяют, меняя диаметр отверстия в диафрагме. На этом принципе построены расходомеры редукторов У-30 и ДЗД-1-59М, которые позволяют измерять расход газа в пределах 2,5-55 л/мин.
Осушители газа
Осушители газа применяют при использовании влажного СО 2 . осушители бывают высокого и низкого давления. Осушитель высокого давления устанавливают до понижающего редуктора. Осушитель имеет малые размеры и требует частой замены влагопоглотителя. Осушитель низкого давления имеет значительные размеры, его устанавливают после понижающего редуктора, он не требует частой замены влагопоглотителя. Такой осушитель одновременно является ресивером газа и повышает равномерность подачи газа. В качестве влагопоглотителя используют силикагель и алюмогель, реже медный купорос и хлористый кальций. Силикагель и медный купорос, насыщенные влагой, поддаются восстановлению путем прокалки при температуре 250-300°С.

Подогреватель газа углекислотный является электрическим устройством и предназначен для подогрева углекислого газа в целях защиты газовых каналов от замерзания. Он устанавливается перед понижающим редуктором. В целях безопасности подогреватели газа обычно делают с питанием от сети низкого напряжения 20 … 36 В и, как правило, подключаются к соответствующему разъему источника питания сварочной установки. Во избежание перегрева газового редуктора его следует отделить от подогревателя переходной трубкой длинной не менее 100 мм.
Газовый клапан
Газовый клапан используют для экономии защитного газа. Клапан целесообразно устанавливать по возможности ближе к сварочной горелке. В настоящие время наибольшие распространение получили электромагнитные газовые клапаны. В полуавтоматах находят применение газовые клапаны, встроенные в ручку держателя. Газовый клапан необходимо включать так, чтобы были обеспеченны предварительная или одновременная с зажиганием дуги подача защитного газа, а также его подача после обрыва дуги до полного затвердевания кратера шва. Желательно иметь возможность также включать подачу газа без включения сварки, что необходимо при настройке сварочной установки.
Смесители газов предназначены для получения смесей газов в случае, когда нет возможности использовать заранее подготовленную смесь нужного состава.
Типы переноса металла при сварке МИГ/МАГ
Процесс сварки МИГ/МАГ, будучи процессом, при котором используется плавящийся электрод, характеризуется переносом электродного металла через дугу в сварочную ванну. Перенос металла осуществляется посредством капель расплавленного электродного металла формирующихся на торце электродной проволоки. Их размер и частота перехода в сварочную ванну зависят от материала и диаметра электродной проволоки, типа защитного газа, полярности и значения тока сварки, напряжения дуги и других факторов. Характер переноса электродного металла определяет, в частности, стабильность процесса сварки, уровень разбрызгивания, геометрические параметры, внешний вид и качество сварного шва.
При сварке МИГ/МАГ перенос металла осуществляется, в основном, двумя формами. При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца электрода, образуя короткое замыкание и вызывая погасания дуги, отчего этот тип переноса получил название переноса с короткими замыканиями. Обычно, перенос металла с короткими замыканиями имеет место при низких режимах сварки, т.е. малом токе сварки и низком напряжении дуги (короткая дуга гарантирует, что капля коснётся поверхности ванны раньше своего отделения от торца электрода).

Благодаря низким режимам сварки, а также тому факту, что в течение части времени дуга не горит, тепловложение в основной металл при сварке с короткими замыканиями ограничено. Эта особенность процесса сварки с короткими замыканиями делает его наиболее подходящим для сварки тонколистового металла. Сварочная ванна малых размеров и короткая дуга, ограничивающая чрезмерный рост капель, обеспечивают лёгкое управление процессом и позволяют осуществлять сварку во всех пространственных положениях, включая потолочное и вертикальное, как показано на этом рисунке.
При использовании сварки с короткими замыканиями применительно к соединениям с большими толщинами могут наблюдаться подрезы и отсутствие проплавления.
При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны и, поэтому, этот тип переноса называется переносом без коротких замыканий. Последняя форма переноса металла подразделяется на крупнокапельный перенос и мелкокапельный перенос.
Крупнокапельный перенос металла имеет место, когда сварка ведётся на высоких напряжениях дуги (исключающих короткие замыкания) и средних значениях тока сварки. Он, как правило, характеризуется нерегулярным переходом крупных капель расплавленного электродного металла (превышающих диаметр электрода) и низкой частотой переноса (от 1 до 10 капель в секунду). Из-за того, что сила тяжести играет решающую роль в этом типе переноса металла, сварка ограничена только нижнем положением.

При сварке в вертикальном положении некоторые капли могут падать вниз, минуя сварочную ванну (как это видно на этом рисунке на последнем кадре).

Сварочная ванна имеет большие размеры и, поэтому, трудноуправляема с тенденцией стекания вниз при сварке в вертикальном положении или выпадения при сварке в потолочном положении, что также исключает возможность сварки в этих пространственных положениях. Эти недостатки, а также неравномерное формирование сварного шва приводят к нежелательности использования этого типа переноса металла при сварке МИГ/МАГ.
Мелкокапельный перенос металла характеризуется одинаковыми каплями малых размеров (близкими к диаметру электрода), отделяющихся от торца электрода с высокой частотой.

Такой тип переноса обычно наблюдается при сварке на обратной полярности в защитной смеси на базе аргона и при высоких напряжениях дуги и токах сварки. В связи с тем, что этот тип переноса требует использования высокого тока сварки, приводящего к высокому тепловложению и большой сварочной ванне, он может быть применён только в нижнем положении и не приемлем для сварки тонколистового металла. Его используют для сварки и заполнения разделок металла больших толщин (обычно более 3 мм толщиной), в первую очередь при сварке тяжёлых металлоконструкций и в кораблестроении. Главными характеристиками процесса сварки с мелкокапельным переносом являются: высокая стабильность дуги, практическое отсутствие разбрызгивания, умеренное образование сварочных дымов, хорошая смачиваемость кромок шва и высокое проплавление, гладкая и равномерная поверхность сварного шва, возможность ведения сварки на повышенных режимах и высокая скорость наплавки. Благодаря этим достоинствам мелкокапельный перенос металла является всегда желательным там, где его применение возможно, однако, он требует строгого выбора и поддержания параметров процесса сварки.
При сварке МАГ в среде СО 2 возможен только один тип переноса – с короткими замыканиями.
Импульсный перенос электродного металла
При одной из разновидностей сварки МИГ/МАГ используются импульсы тока, которые управляют переходом капель электродного металла таким способом, чтобы мелкокапельный перенос металла осуществлялся на средних токах сварки (Iср) ниже критического значения. При этом методе управления переносом металла ток принудительно изменяется между двумя уровнями, называемыми током базы (Iб) и током импульса (Iи). Уровень тока базы, который примерно равен 50 … 80 А, выбирается из условия достаточности для обеспечения поддержания горения дуги при незначительном влиянии на плавление электрода. Функцией тока импульса, который превышает критический ток (уровень тока, при котором крупнокапельный перенос металла переходит в мелкокапельный), является оплавление торца электрода, формирование капли определённого размера и срыв этой капли с торца электрода действием электромагнитной силы (Пинч-эффект). Сумма длительностей импульса (tи) и базы (tб) определяет период пульсации тока, а её обратная величина даёт частоту пульсации. Частота следования импульсов тока, их амплитуда и длительность определяют выделяемую энергию дуги, а, следовательно, скорость расплавления электрода.
Процесс импульсно-дуговой сварки сочетает в себе достоинства процесса сварки с короткими замыканиями (такие как низкое тепловложение и возможность сварки во всех пространственных положениях) и процесса сварки с мелкокапельным переносом (отсутствие разбрызгивания и хорошее формирование металла шва).
В течение одного импульса тока может быть сформировано и перенесено в сварочную ванну от одной до нескольких капель. Оптимальным является такой перенос металла, когда за каждый импульс тока формируется и переносится лишь одна капля электродного металла, как это показано на рисунке ниже. Для его осуществления необходима тщательная регулировка параметров сварки ИДС, которая в современных источниках тока осуществляется автоматически на основе синергетического управления.

Параметры режима сварки МИГ/МАГ
К параметрам режима сварки плавящимся электродом в защитных газах МИГ/МАГ относятся:
Ток сварки (или скорость подачи электродной проволоки);
- напряжение дуги (или длина дуги);
- полярность тока сварки;
- скорость сварки;
- длина вылета электродной проволоки;
- наклон электрода (горелки);
- положение сварки;
- диаметр электрода;
- состав защитного газа;
- расход защитного газа.
Влияние полярности тока на процесс сварки МИГ/МАГ
Полярность тока сварки существенным образом сказывается на характере протекания процесса сварки МИГ/МАГ. Так, при использовании обратной полярности процесс сварки характеризуется следующими особенностями:
Повышенный ввод тепла в изделие;
- более глубокое проплавление;
- меньшая эффективность плавления электрода;
- большой выбор реализуемых типов переноса - металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный, ИДС...).
В то время как при сварке на прямой полярности наблюдается:
Сниженный ввод тепла в изделие;
- менее глубокое проплавление;
- большая эффективность плавления электрода;
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью).
 Повышенный ввод тепла в изделие |
 Сниженный ввод тепла в изделие |
Качественный сравнительный анализ особенностей сварки МИГ/МАГ на обратной и на прямой полярности
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при сварке плавящимся электродом; тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке МИГ/МАГ (как произведение падения напряжения в соответствующей области дуги на ток сварки):
В катодной области: 14 В х 100 А = 1,4 кВт на длине ≈ 0,0001 мм;
В столбе дуги: 5 В х 100 А = 0,5 кВт на длине ≈ 5 мм;
В анодной области: 2,5 В х 100 А = 0,25 кВт на длине ≈ 0,001 мм.
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления электрода на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца электрода, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
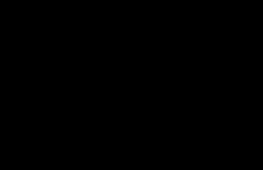
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и тока сварки для швов различных типов и разных пространственных положений.
 /p>
/p>
Влияние положение горелки и техники выполнения сварных швов на формирование сварного шва.
 ">
">
Достоинства и недостатки
Главными достоинствами процесса сварки МИГ/МАГ являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий ток сварки.
Еще одним достоинством этого способа сварки является низкое тепловложение, особенно при сварке короткой дугой (при сварке с короткими замыканиями), что делает этот способ наиболее подходящим для сварки тонколистового металла, а также для сварки во всех пространственных положениях.
Благодаря этим достоинствам способ сварки МИГ/МАГ особенно хорошо подходит для роботизированной сварки.
К недостаткам этого процесса по сравнению со сваркой покрытыми электродами можно отнести следующее:
Оборудование более сложное и более дорогое;
- сложнее выполнять сварку в труднодоступных местах, так как горелка, как правило, крупнее электрододержателя и должна находиться близко от зоны сварки, что не всегда возможно;
- более сложная взаимосвязь между параметрами сварки;
- предъявляются более высокие требования к подготовке и очистке кромок;
- более сильное излучение от дуги.
Сварка МИГ/МАГ порошковой проволокой
Сварка порошковой проволокой может выполняться на том же оборудовании, что и сварка проволокой сплошного сечения. Сокращенное наименование этого процесса, принятое за рубежом - FCAW (Flux Cored Arc Welding).
Порошковая проволока представляет собой трубку из нелегированной стали, заполненную порошком (флюсом). Конструкция некоторых типов порошковых проволок представлена ниже.

Каждый тип порошковой проволоки имеет свой состав флюса. Через флюс можно изменять характеристики дуги и переноса электродного металла, а также металлургические особенности формирование сварного шва. Благодаря этому удалось преодолеть некоторые недостатки, свойственные процессу сварки МАГ проволокой сплошного сечения. Так например, порошковая проволока позволяет вводить через флюс в металл шва легирующие элементы, что нельзя сделать в случае использования проволоки сплошного сечения, из-за ухудшения характера волочения.
Обычно газовая защита при сварке FCAW обеспечивается за счет газа, подаваемого из вне (Gas-shielded FCAW - FCAW-G). Однако, разработаны проволоки, в которых достаточный объем защитного газа производится при разложении флюса при нагреве; это так называемый процесс сварки самозащитной порошковой проволокой (Self-shielded FCAW - FCAW-S).
В действительности, сварка порошковой проволокой это всего лишь особая разновидность процессов сварки в защитных газах. Поэтому для нее характерны те же особенности, что и для других процессов сварки в защитных газах, так как она также нуждается в эффективной газовой защите зоны сварки. Например, требование поддерживать минимальное расстояние между газовым соплом и изделием также действительно и для сварки FCAW. Необходимо предпринимать меры против сквозняков от открытых дверей и окон, так как они могут отдувать защитный газ в сторону. Тоже самое касается потоков воздуха от вентиляционных систем и даже от воздушных систем охлаждения сварочных установок.
Функции флюса сердечника порошковой проволоки
Состав флюса разрабатывается согласно области применения порошковой проволоки. Основной функцией флюса является очистка металла шва от таких газов как кислород и азот, которые оказывают отрицательное влияние на механические свойства шва. Для того чтобы снизить содержание кислорода и азота в металле шва во флюс проволоки добавляют кремний и марганец, которые являются раскислителями, а также способствуют улучшению механических свойств металла. Такие элементы как кальций, калий и натрий вводятся во флюс с целью придания шлаку свойств, способствующих улучшению защиты расплавленного металла от воздействия атмосферного воздуха при кристаллизации металла.
Кроме того, шлак обеспечивает:
Формирование поверхности шва требуемого профиля;
- удержание ванны расплавленного металла при сварке в вертикальном и потолочном положениях;
- снижение скорости остывания металла сварочной ванны.
Кроме того, калий и натрий способствуют получению более мягкой (стабильной) дуги и снижают разбрызгивание.
Легирующие элементы. Легирование металла шва через флюс порошковой проволоки является более предпочтительным по сравнению с легированием металла шва через проволоку сплошного сечения (вводить в сердечник порошковой проволоки легирующие компоненты технически проще дешевле, чем изготавливать проволоку сплошного сечения из легированного металла). Обычно используются следующие легирующие элементы: молибден, хром, никель, углерод, марганец и др. Добавка этих элементов в металла шва повышает его прочность и пластичность, и в то же время, предел текучести, а также улучшает свариваемость металла.
Состав флюса определяет будет ли порошковая проволока рутилового или основного типа (также как и в случае с покрытыми электродами).
Применяются также порошковые проволоки с повышенным содержанием металлического порошка (металл–корд). Во флюсе порошковых проволок этого типа содержится большое количество железного порошка, а также добавки кремния и марганца, которые обычно содержатся в проволоках сплошного сечения. Некоторые проволоки содержат также до 2% никеля, который повышает ударную вязкость при низких температурах.
Проволоки типа металл–корд применяются для сварки стыковых и угловых швов во всех пространственных положениях. Они обеспечивают высокую производительность наплавки. Сварной шов имеет гладкую поверхность и не покрыт шлаком, а это означает, что можно выполнять несколько проходов без предварительной очистки предыдущего валика.
Области применения
В настоящее время сварка порошковой проволокой применяется там, где раньше использовались покрытые электроды, например, в кораблестроении и других отраслях тяжелого машиностроения применительно к толщинам более 1.5 мм изделий из обычных низкоуглеродистых, жаростойких, коррозионностойких и нержавеющих сталей.
Достоинства сварки порошковой проволокой
Сварка порошковой проволокой характеризуется следующими достоинствами:
Использование этого метода сварки выгодно с экономической точки зрения. Он обеспечивает высокие скорости сварки и длительные интервалы горения дуги без перерывов (так как отсутствует необходимость в частой смене электродов);
- при этом практически отсутствуют потери электродной проволоки;
- метод обеспечивает приемлемое качество при сварке металлов, характеризуемых низкой свариваемостью;
- порошковые проволоки основного типа менее чувствительны к загрязнениям основного металла и обеспечивают получение плотного шва с низкой склонностью к трещинам;
- сварка может выполняться во всех пространственных положениях;
- дуга и сварочная ванна хорошо видимы;
- после окончания сварки шов требует лишь незначительной обработки;
- вероятность образования опасных дефектов сварного шва ниже по сравнению со сваркой сплошной проволокой.
Недостатки процесса сварки FCAW
Некоторые из недостатков сварки порошковой проволокой представлены ниже:
Этот способ сварки очень чувствителен к сквознякам (открытым дверям и окнам), потокам воздуха от вентиляционных систем и даже от воздушных систем охлаждения сварочных установок;
- дополнительные расходы на сооружение укрытия места сварки при работе вне помещений;
- в случае недостаточных знаний сварщика особенностей процесса и взаимосвязи между параметрами режима возможны такие серьезные дефекты сварного шва, как недостаточное проплавление;
- требуются большие капитальные затраты на оборудование;
- при сварке порошковой проволокой, особенно самозащитной, выделяется относительно большое количество дыма.
Характер плавления и переноса электродного металла оказывает большое влияние на производительность сварки, взаимодействие металла со шлаком и газами; от него зависят устойчивость горения дуги, потери металла, формирование шва и другие технологические факторы.
Плавление электрода. Плавление электрода происходит главным образом за счет тепловой энергии дуги. Основной характеристикой плавления электрода являются линейная или массовая скорости плавления, измеряемые длиной или массой расплавленного электрода (проволоки) в единицу времени. Скорость плавления зависит от состава сварочной проволоки, покрытия, флюса, защитного газа, режима сварки, плотности и полярности тока, вылета электрода и ряда других факторов. Но и для одних и тех же условий сварки скорость плавления электрода не остается постоянной, а может постепенно изменяться. Поэтому на практике используют в качестве характеристики среднюю скорость плавления электрода, которая обычно определяется за некоторый произвольный, но значительно превосходящий длительность периода капельного перехода промежуток времени.
Поскольку средняя скорость плавления сильно зависит от режима сварки, при оценке влияния различных факторов на плавление электрода иногда удобнее пользоваться удельным (отнесенным к единице тока) значением этой характеристики, получившим название коэффициента расплавления. Скорость плавления электрода Gp связана с коэффициентом расплавления ар выражением
где k - коэффициент, зависящий от выбора единиц измерения.
Важнейшими показателями, характеризующими процесс плавления электрода, являются также коэффициент наплавки ссн и коэффициент потерь i|). Коэффициент наплавки, как и коэффициент расплавления, представляет собой удельное значение скорости
йаплавки. Скорость найЛавки бн связана с коэффиЦиён^бм й9-
плавки выражением
![]()
где gp и gn - соответственно массы расплавленного и наплавленного металла.
Выражение (2-14) справедливо лишь для электродов, не содержащих металлических присадок (железного порошка или ферросплавов) в покрытии.
При наличии металлических присадок в покрытии коэффициент "ф может получать отрицательные значения. В таких случаях он представляет собой разность между количеством потерянного металла и количеством металла, перешедшего из покрытия. Для электродов подобного типа суммарный коэффициент потерь можно определить из выражения
присадок металла из покрытия.
С помощью рассмотренных показателей можно определить такие характеристики, как выход наплавленного металла kc и выход годного металла k3.

Для электродов с металлическими присадками в покрытии этот показатель может быть значительно больше единицы (или больше 100%).
Выход годного металла k3 представляет собой отношение массы наплавленного металла к массе расплавленной части электрода:
 части электрода; kn - коэффициент массы покрытия, представляющий собой отношение массы покрытия к массе покрытой части электродного стержня.
части электрода; kn - коэффициент массы покрытия, представляющий собой отношение массы покрытия к массе покрытой части электродного стержня.
Скорость плавления электрода при всех способах дуговой сварки плавящиеся электродом возрастает с увеличением силы тока (рис. 2-23). В широком диапазоне режимов наблюдается пропорциональность между скоростью плавления электрода и силой сварочного тока. Однако в области малых и больших токов пропорциональность нарушается, что связано с изменением энергетических характеристик дуги, размера активных пятен и плотностей тока в них, нагревом электрода током. Увеличение скорости плавления электрода при больших плотностях тока вызвано также подогревом стержня электрода проходящим током. Нагрев электрода на вылете пропорционален квадрату силы тока, сопротивлению проволоки и длине вылета.
Скорость плавления электрода в основном определяется условиями выделения и передачи теплоты в анодной и катодной областях и зависит от полярности тока. При сварке на обратной полярности коэффициент расплавления практически не зависит от состава проволоки, покрытия, флюса или защитного газа. При сварке же на прямой полярности коэффициент расплавления изменяется в широких пределах в зависимости от состава и состояния поверхности проволоки, составов покрытия, флюса или защитного газа (рис. 2-24). Соответственно изменяется и напряжение дуги. В практике обычно пользуются значением номинального напряжения дуги UH - напряжения, характерного для данной марки электрода, проволоки, флюса или защитного газа при рабочей длине дуги.
Скорость плавления электрода можно регулировать, изменяя силу тока или величину катодного падения напряжения. Возможность увеличения скорости плавления покрытых электродов за

счет увеличения силы тока ограничена в связи с перегревом стержня электрода. При автоматических и полуавтоматических способах сварки это

ограничение менее существенно из-за малых вылетов проволоки.
Введение в проволоку, покрытие или флюс веществ, повышающих катодное падение напряжения (а следовательно, и номинальное напряжение дуги), способствует повышению скорости плавления проволоки на прямой полярности. Изменение состава защитного газа оказывает сравнительно небольшое влияние на скорость плавления проволоки. Нанесение на сварочную проволоку небольших количеств солей щелочных или щелочноземельных металлов резко понижает скорость плавления катода. Это явление иногда используется для так называемого активирования проволоки с целью замедления скорости плавления и получения мелкокапельного переноса металла на прямой полярности.
При сварке покрытыми электродами скорость плавления электрода зависит и от толщины покрытия. Утолщение покрытия приводит к дополнительным затратам теплоты на его плавление, а также к увеличению мощности, выделяемой в столбе дуги. У электродов без металлических добавок в покрытии увеличение толщины покрытия ведет к бесполезным затратам на его плавление. Вводя в покрытие металлические добавки или железный порошок, можно существенно увеличить скорость наплавки. Увеличение толщины покрытия и повышение содержания в нем железного порошка позволяют значительно повысить плотность тока без опасения перегрева стержня электрода. Все эти факторы способствуют увеличению производительности сварки.
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом. При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.

Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.

Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла. Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.

От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва. С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки - 180°.